Das wichtigste für die Verwendung des "JG MULTI" Systems ist unser innovatives i-Box Werkzeugwechsel Script. Dieses durch sehr intensive Entwicklung und Tests entwickelte Script wird benötigt um von dem einem auf das andere Filament zu wechseln ohne dabei Strings an den Filament Spitzen zu erzeugen.
Der generelle Vorgang für den Filamentwechsel ist einfach erklärt:
"Ziehe das alte/geladene Filament 140mm zurück und fahre/lade das neue 140mm vor"
Je nach Slicer müssen Sie dieses 2-teilige Script als Werkzeugwechsel Script hinterlegen.
Der Werkzeugwechsel wird in Zwei Schritten durchgeführt:
1. "Unload" Filament script:
M203 Z120 ; Set Extruder Feedrate to 120mm/s
G1 E-25 F7200 ; Fast retract - FPos. -25mm
G92 E0 ; Set Extruder position to zero
G1 X150 Y285 F3600 ; move to tool change position X150 Y285 - can be modified
G4 S8 ; wait for 8s
G91 ; Set to Relative Positioning
G1 E24 F3600 ; Load Filament to Nozzle - FPos. -1mm
G1 Y20 E0.5 F3600 ; Load Filament to Nozzle while moving - FPos. -0.5mm
G4 S0.5 ; wait for 0,5s
G1 E-40 F7200 ; Fast long retract FPos. -40mm
G4 S4 ; wait for 4s
G1 E-100 F2700 ; Retract Filamnent to waiting Position FPos. -140mm
G90 ; Set to Absolut Positioning
M203 Z60 ; Set Extruder Feedrate to 60mm/s
2. "Load" Filament script:
G91 ; Set to Relative Positioning
G1 X2 F3600 ; move X +2mm
G1 E139 F1200 ; Load Filament to Nozzle - FPos. -1.5mm
G1 Y-20 E0.5 F600 ; Load Filament to Nozzle while moving - FPos. -1mm
G92 E0 ; Set Extruder position to zero
G90 ; Set to Absolut Positioning
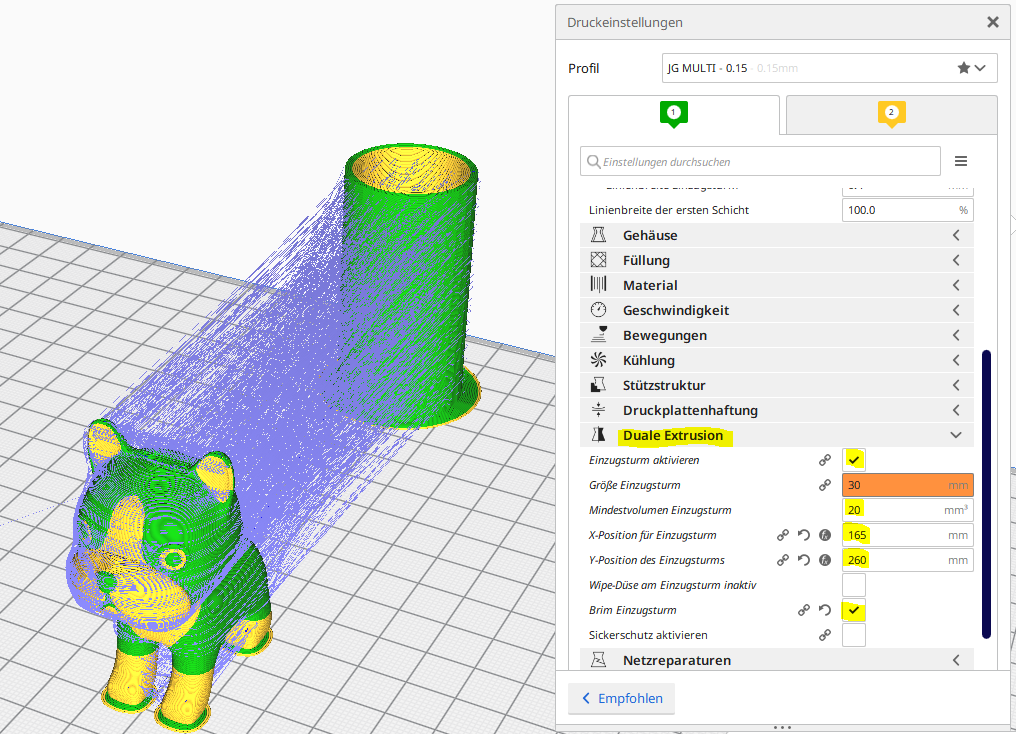
Bevor Sie mit dem Drucken beginnen, muss das Filament des ersten Extruders (E0) bis zur Nozzle geladen sein und das Filament des zweiten Extruders (E1) 140mm von der Nozzle gezogen/entfernt sein - ansonsten können Sie Ihr gewohntes Start Script verwenden !
")
")